Hot dip galvanizing is the application of a layer by immersing a metal element in liquid zinc (450 ° C). The zinc layer is an airtight coating that prevents oxidation or corrosion of the steel. Before the zinc, the material is chemically treated. Such protection of steel protects it for several dozen years (even 40 years in the book). This period depends on the environment in which it is located.
Hot dip galvanizing of closed profiles requires making holes, the so-called technological solutions that allow zinc to flow through the inside of the profiles. The result is that the material is also galvanized on the inside. It is the best industrial corrosion protection method.
A feature of zinc is that it oxidizes and its thickness decreases. When immersed in a galvanizing bath, the material expands and in many cases permanent deformations of the material occur. This is especially true on long pieces or sheets and wires. However, the most important change that occurs during the hot-dip galvanizing process, important for the customer, is the loss of surface quality. When removing a component from a galvanizing furnace, where molten zinc has a density 8 times greater than the liquid, it freezes very quickly to streak and sinks – giving the material a structured surface. Additionally, ashes stick to the surface and pollute it.ą.
We are able to make any fence that combines all techniques from the basic production program. It is enough for the customer to provide us with a project, sketch or photo, and on this basis, we will make a preliminary design and quote. Our designer, if necessary, will optimize the pattern for you to keep the style and at the same time not to be expensive to produce.
The elements of the fences are painted with powder paints. Electrostatically charged paint particles adhere evenly to the painted object. After application, the paint is hardened in an oven at approx. 200 ° C. There is no electrostatic streak in powder coating.
Powder coating of sliding and swing gates, balcony railings, steel fences or other elements made of steel consists in applying a powder paint to the metal coating. In powder painting, the electrostatic or electrokinetic spraying technique is used. Previously, the coating of, for example, a sliding gate was properly prepared by degreasing, etching and phosphating operations.
After applying paint to the surface of gates, railings or fencing spans, the polymerization stage takes place, i.e. heating at high temperatures
(approx. 200 ° C). As a result of annealing, the paint melts on metal surfaces. The varnish coat obtained in this way, apart from aesthetic values, protects steel elements manufactured by our company against corrosion, chemicals, high temperature and mechanical damage, as well as weather conditions.
Before powder coating of gates, balustrades or steel fences installed outside buildings, it is recommended to use a primer by hot-dip galvanizing or galvanizing, which additionally increases the corrosion resistance.
After prior arrangement, we can comprehensively prepare the fence, i.e. make a foundation or concrete posts. Even if the production of atypical posts exceeds our capabilities, we will inform the client about it and recommend a good professional who will prepare it for us.
All dimensions should be given in the “light” of the opening, ie in the dimension between the posts – the width of the fence or gate.
Please provide the distance from the ground, paving stones or substructure to the upper edge of the post or the lower edge of the roof, if present on the pole – the height of the fence..
Yes, it does – a suitable foundation is required for the sliding gate. The sliding gate runs on two ball-bearing carriages that are attached to a stable foundation. If the automation is present, it is also fastened to this foundation. The foundation should be appropriate to the size and weight of the gate. Reinforcement is also required, so if someone is not sure how to prepare the foundation, they should leave it to the company that assembles the gate or at least consult it.
Our offer includes traditional aluminum roller blinds, flush-mounted and surface-mounted roller blinds. Our external roller shutters have a wide range of installation options.
Flush-mounted external roller shutters
The system is used in newly erected buildings, optimizing design solutions. After plastering, the roller shutter box is invisible, and the other elements, such as the inspection flap and guides, can be color-matched to the color of the window joinery.
Wall-mounted roller shutters
Roller shutters are made of specially high-quality, profiled aluminum. They are part of the building’s façade, which protects us from external factors, ranging from weather conditions to the interference of uninvited guests.
Top-mounted roller shutters – put on
These are external roller shutters placed on PVC, ALU or wooden windows. A perfect way to integrate a recess with a window.
The basic criterion is the weight of the gate. The automatic unit should have an adequate power reserve to open the gate freely and not to be damaged during operation. In addition to weight, the length and design of the gate are also important. After a short analysis, our representative will suggest a properly selected machine or several options.
The main features that should be taken into account are: warranty period, frequency of inspections and their cost, mechanism design, machine life, price. Sometimes cars from less known manufacturers have very similar parameters for a much lower price. However, if you are interested in absolute quality, the best materials and proven access to service parts in the event of a breakdown, it is worth choosing slightly more expensive, but very popular brands such as NICE or FAAC.
It’s best to call the gate installer and ask before doing the electrics so you don’t get confused. It depends on several factors: what intercom or video intercom will be used, whether the gate is sliding, whether it is double-leaf, whether there will be a beacon and photocells or additional lighting?
In most cases, a 3×1.5 mm2 power cable should be used to connect the motor. To connect the intercom, it is worth ensuring that there are as many wires as possible because some intercoms have a lot of functions and a lot of cables are required. It is best to use, for example, 12×1 mm2.
Remember to invest in cables adapted to be laid underground so that it does not turn out that in a few years you have to dismantle the driveway and replace the cables.
Welding with the TIG method (Tungsten Inert Gas) consists in generating an electric arc using a non-consumable tungsten electrode in an inert gas shield.
The welding arc melts the surface of the workpiece. No additional material is required for TIG welding. Welded elements can be joined by remelting the welding groove. However, if additional material is used, it is introduced into the pool manually and not with a welding gun as in the MIG / MAG method. Therefore, during TIG welding, the welding torch has a completely different design than the torch used in the MIG / MAG method.
The TIG method makes it possible to obtain an extremely clean and high-quality weld. The process does not produce slag, which eliminates the risk of contamination of the weld with its inclusions, and the finished weld requires virtually no cleaning. The TIG method is most often used for welding stainless steels and other high-alloy steels as well as materials such as aluminum, copper, titanium, nickel and their alloys. TIG welding is used, among other things, for welding pipes and pipelines as well as thin sheets. It is used in various industries, including food, chemical, automotive, aviation.
The main advantages of the TIG method applied to stainless steels can be summarized as follows:
– concentrated heat source resulting in a narrow fusion zone,
– a very stable arc and a quiet, small weld pool; no spattering and as there is no need for a flux in this method, oxidation residues are eliminated which greatly simplifies the final cleaning problem,
– excellent metallurgical quality with precise control of fusion and weld shape in all welding positions,
– good pore-free joints,
– very low electrode consumption
Construction law sets specific requirements regarding the need to use balustrades and handrails. The legal act currently in force in this respect is the Regulation of the Minister of Infrastructure of April 12, 2002 on the technical conditions to be met by buildings and their location.
Pursuant to Art. 296 external and internal stairs used to overcome a height exceeding 0.5 m should be equipped with balustrades or other protection on the side of the open space. In the case of single-family residential buildings, farm buildings and individual recreation buildings, the previously mentioned condition is also considered to be met when the stairs and ramps up to 1 m high, without balustrades, are wider on both sides in relation to the door or other passage to which they lead, at least 0.5 m each.
External and internal stairs in public buildings should have balustrades or wall handrails enabling left- and right-hand use. If the width of the flight of stairs exceeds 4 m, there is a requirement to use an additional intermediate balustrade.
Moreover, according to Art. 298 balustrades on stairs, ramps, balconies and loggias should not have sharp elements, and their structure should ensure the transfer of horizontal forces specified in the Polish Standard regarding basic technological and assembly loads. The height and filling of vertical planes should provide effective protection against people falling out. Glass elements of balustrades should be made of glass with increased impact resistance, breaking into small, blurred fragments.
The regulation specifies the dimensions that should correspond to the height and clearances or openings in the balustrade filling, as in the table below:
[wptb id=1375]
If children are expected to stay collectively in the building without constant supervision, the balustrades should have solutions that prevent them from climbing or sliding down the railing.
At balustrades or walls adjacent to the ramp, which are intended for the movement of disabled people, there is a requirement to use handrails on both sides, placed at a height of 0.75 and 0.9 m from the plane of movement.
Handrails at stairs and ramps should be at a distance of at least 0.05 m from the walls to which they are attached. In turn, handrails at external stairs and ramps, before their beginning and end, should be extended by 0.3 m and ended in a , which will ensure safe use.
Balustrades separating different levels in sports halls, theaters, cinemas, and other public buildings should ensure the safety of users, even in the event of panic. It is allowed to lower the vertical part of the balustrade to 0.7 m, provided that it is supplemented with an upper horizontal part with a width that, together with the vertical part, is at least 1.2 m.
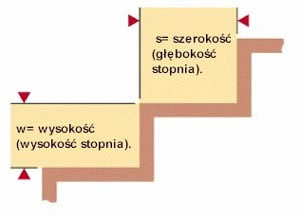
Well-designed and constructed stairs must meet a number of conditions that guarantee safety and comfort of use. Dimensions of steps. The width and height of stair steps should be adapted to the average human step length, which is 60-65 cm.

It was established that a change in the height of the step must result in a corresponding change in its width and that the mutual relationship between these values should be: 2h + s = 60-65 cm depending on the following: h – step height [cm], s – step width [cm] ]
The height of steps h, in accordance with building regulations, should not exceed:
20 cm in stairs leading to the attic or basement and intended for periodic servicing of industrial equipment,
19 cm in single-family houses and two-story apartments,
16 cm in public buildings,
17.5 cm in other cases.
Number of steps. There should be no more than 18 degrees in one run, most often due to user fatigue, the runs have 9-12 degrees each. Flights with less than 3 steps should not be used on internal stairs, as it is easy to trip.
Gear inclination. The ratio of the height to the width of the step determines the inclination of the stair flight in relation to the horizontal. The formula given above and the recommended step heights show that the inclination of flights can range from 18 to 320, and in attic, basement and industrial stairs it can even be 450. The steepest are ladder stairs from 60 to 65 degrees and ladders up to 75 degrees.

In a typical single-family house, in order to connect two floors with a standard height of 260-270 cm, stairs are most often designed with 12-15 steps – including the initial step. The height of a storey is counted from the lower floor to the upper surface of the floor ceiling. In single-family houses and two-story apartments, the minimum usable width of the run should be 0.7 m, and the landing – 0.8 m. The maximum height of the step is 20 cm. In winder stairs, the width of the steps at the outer stringer is larger and the inner stringer is smaller, while on the flight line, i.e. in the middle of the step, the width of all steps must be the same. The inclination of internal stairs in single-family houses is an average value, i.e.: 2h + s = 0.63 m
There are two types of glass that protect people from the risk of injury.
The choice depends on the intended use.
Tempered safety glass has been thermally treated, increasing its mechanical strength. Such glass is 5 times more durable than ordinary non-tempered glass. Tempered glass with a thickness of 8 mm is resistant to the impact of a steel ball weighing 500 g falling from a height of 2 m. Additionally, tempered glass is more flexible than non-tempered glass. This eliminates the risk of cracking when stress occurs due to unevenly distributed force on point fastenings in the balustrade and in the event of a pull or impact on the balustrade.
If broken, tempered glass breaks into small fragments with blunt edges. Additionally, a laminate is used for balustrades so that in the event of breakage, the fragments remain glued to the PVB foil.
Laminated safety glass consists of two glass panes connected by one or more layers of special foil.
In case of impact or breakage, glass fragments remain stuck to the foil.
The use of safety glass offers a number of benefits.
Tempered glass. Protection against the risk of injury in the event of glass breakage (e.g. doors, table tops, shower screens, etc.)
Laminated glass, connected with one layer of foil: basic protection. Protection against the risk of cuts in the event of accidental breakage of glass (e.g. window or fixed glazing) Laminated glass, bonded with two or more layers of foil: enhanced protection. Protection against the risk of objects falling out (e.g. through a balustrade or balcony railing) or falling into the interior (e.g. through a car window or porch glazing).
Glass fragments remain stuck to the foil until the glass is replaced with a new one.
How to clean stainless steel and how often? Can you do it yourself or do you need to hire a company to do it? Read what you can do to keep your balustrade looking like new!
The first discolorations and dust appearing during the use of the material can be easily removed with an ordinary cloth, suede leather or, for larger dirt, with a nylon sponge – materials usually used on a daily basis in every household.
Do not use steel scrubbing pads or wire brushes – they may leave carbon steel deposits on the surface, which will result in the material rusting. Local discolorations caused by fingerprints, dust or rain can be removed very easily and quickly. If iron particles appear on stainless steel elements, for example during assembly, they should be removed immediately. Such particles will eventually start to rust on their own and may break down the self-adhesive layer that protects the stainless steel – which will ultimately lead to rusting. Such deposits should be removed mechanically or with stainless steel cleaning agents.
A very important issue is to be particularly careful during installation – it is best to install stainless steel elements at the very end.
Local discolorations, grease marks – if they are small, plain soapy water is enough to remove them. For heavier dirt, use an appropriate cleaning and maintenance agent.
Alcohol-based preparations can be used for cleaning – they do not pose a threat to the anti-corrosion properties of stainless steel.
For cleaning, do not use: agents containing chlorides and under no circumstances silver cleaning agents.
If pitting appears on the element, acid etching or mechanical methods are necessary.
The frequency of cleaning stainless steel elements is a very individual matter – it all depends on the level of use and the degree of dirt. This should be done at such times as to minimize the risk of rusting of stainless steel elements. It is recommended to clean every 12 months if there is little contamination and every 6 months if there is heavy contamination.
The stainless steel was invented almost 100 years ago, but it is only in the last dozen or so years that it has become widely used in construction and architecture. First, in the 1980s, its advantages were appreciated by architects of the most developed countries, and in the last few years it also appeared in Poland. Until recently, almost unknown, today it gives a modern character to the largest office and retail centers in the world- La Defense in Paris, Canary Wharf in London, Sony Center in Berlin, Twin Towers in Kuala Lumpur or Museum Guggheima w Bilbao.

Stainless steels are iron alloys with at least 11% chromium. They obtain their anti-corrosion properties thanks to the formation of a surface layer of chromium oxides. This layer is extremely durable and, even in the event of mechanical or chemical damage to the steel surface, it rebuilds immediately, thanks to which the anti-corrosion properties of the material remain unchanged. Stainless steel is an extremely durable and practical material, as well as noble and elegant. Thanks to the variety of types of surfaces and a wide range of products, it is able to meet the most sophisticated requirements set for building and finishing materials by architects and interior decorators.
The durability of the elements made of stainless steel is incomparable with most other finishing materials. Their appearance does not change for decades. It works well both in high and low temperatures

Stainless steel is most often used in construction as a material on: railings, column and pillar covers, roof elements, window and door profiles, doors against fire, elements of swimming pool equipment, facade fixing systems (anchors), elevator cabins, etc. It is also a very attractive solution as a decorative element of restaurant equipment, office, hotels, shopping malls, pubs or subway stations. Office and shop furniture is also increasingly made of it. In combination with glass, wood or stone, it gives the structure dignity and elegance.
The fashion for this noble and modern material has reached Poland in the last few years. Increasingly, private individuals are also choosing stainless steel products for their apartments or houses. It is fashionable to have a refrigerator, stove, extractor hood with a housing made of stainless steel, pots and tableware. We believed that it is not only a seasonal trend , but constant presence associated with advantages of material and stainless steel will be able to replace others materials like aluminum and carbon steel.

Other areas of our life where stainless steel is commonly used:
Transport industry
Selection of stainless steels for external architectural applications
Stainless steels for architectural applications are selected primarily for their corrosion resistance. The main factor that determines the use of a species is the location of a given structure in a specific external environment, and then environmental factors such as temperature and humidity. The work environment can be classified into rural, urban, industrial and coastal areas.
Division of environments
The rural environment is understood as unpolluted areas, areas located inland, far from the industrial atmosphere or its impact.
Urban areas are defined as residential, commercial or lightly industrialized areas without aggressive airborne pollutants, typically pollutants resulting from road traffic (exhaust gases and the use of road salt may cause accelerated corrosion).
Industrial areas contain airborne pollutants such as sulfur dioxide or gases emitted by chemical plants, which can create potentially dangerous acid rain.
Coastal areas are areas where wind-sprayed sea water or sea mist may occur in the atmosphere. It contains chlorides, which can also concentrate in condensate or settle on the surface by evaporation of moisture contained in the atmosphere. The requirements for coastal areas also apply in the case of direct contact with road salt.
Selection of the grade of stainless steel
Table 1 presents guidelines for selecting basic grades of stainless steel. Based on this, it can be concluded that the grade (1.4301 / 304) is suitable for most external architectural applications, and the grade (1.4404 / 316L) should be used for higher corrosion requirements. However, additional factors should be analyzed in each case, such as: surface finish, structure design, manufacturing methods used, availability and cleanability of the surface, as well as the required mechanical properties taken into account in the structure design.
Analyzing environmental conditions, the presence of precipitation can be considered an advantage as long as it does not contain impurities that will reduce the corrosion resistance of steel. The same applies to elements exposed to weather conditions, which will be able to naturally ventilate the steel surface.
[wptb id=1379]
The type of surface finish also influences the corrosion resistance of stainless steels in outdoor architectural applications. Generally, the smoother the surface – with the lower roughness – the higher the corrosion resistance of the steel. The correct design of the structure is also important. In particular, the formation of gaps, which will be a place for corrosion development, should be avoided. Appropriate machining and joining methods should be used that will not cause contamination or damage to the steel surface. Use connector elements made of stainless steel. It is also recommended to periodically clean the surfaces of stainless steel elements, and the frequency will depend on local conditions warunków danej konstrukcji. Jeżeli dla danej konstrukcji takie zabiegi okresowego czyszczenia są trudne do przeprowadzenia to zaleca się dobór gatunku o wyższej odporności korozyjnej.
How to clean and maintain stainless steel?
How often should you clean stainless steel?
The frequency of cleaning stainless steel elements is a very individual matter – it all depends on the level of use and the degree of dirt. This should be done at such times as to minimize the risk of rusting of stainless steel elements. It is recommended to clean every 12 months if there is little contamination and every 6 months if there is heavy contamination.
Choosing the right surface finish for stainless steel elements in terms of corrosion resistance is as important as the choice of the steel grade itself.
The general rule to follow is that the smoother the surface, the lower the risk of corrosion. Therefore, the best resistance to external factors is characterized by a polished finish, often used in swimming pools and in sewage treatment plants (where the environment is very aggressive).
Matte surface finishes are often chosen for exterior architectural applications. Please note that they can have a wide range of available surface roughnesses depending on the thickness of the abrasive material used in their production.
Starting with the roughest papers, the most common surface finish is grinding:
P180, P240, P320, P400, P600, P1000, POLISH
For indoor applications, we can use a whole range of surface finishes. Due to easy cleaning, lack of fingerprints and in case of scratches, you can remove them yourself for internal use, we recommend satin finishes (P240, P320).
For outdoor applications, due to better resistance to weather conditions, we recommend >P400 grinds or a polished finish.

Another equally important factor in ensuring adequate corrosion resistance is the direction of grinding of elements in relation to atmospheric influences, i.e. rainfall. By grinding in the direction of rainfall, we facilitate the natural washing of the stainless steel surface by rain.
It happens that yes. The enemy of stainless steel is iron. Here are the basic rules that must be followed when contacting steel to maintain its “stainless” properties:
the same tools used to process black steel cannot be used to process stainless steel
avoid contact of black steel with stainless steel – especially during transport, storage, and assembly (fasten stainless steel elements using screws, rivets, etc. also made of stainless steel).
Discoloration of steel may also occur when:
an inappropriate grade of stainless steel was used for operation in special conditions, e.g. polluted city air, salt solutions, etc.
Residues of cleaning agents containing chlorine, etc. remain on the surface.
the design of the structure is inappropriate (gaps, pockets, etc.).
Stainless steel therefore requires special attention when selecting the grade, processing and storage. If properly used and maintained, it is an ideal material for various applications and ensures many years of failure-free use of the elements made of it.
Hot-dip galvanizing is performed by immersing the product prepared for this process in zinc heated to liquid temperature. The result of such a bath is the formation of a thick layer of zinc both outside and inside the product. The hot-dip galvanized product has very good anti-corrosion protection. The disadvantage of this technology may be thickening and sprues resulting from rapid cooling and solidification of zinc on the surface of the product. They may be visible under the paint. Products for hot-dip galvanizing must have special technological holes, and they can be “hidden” in places invisible at first glance.
Galvanized galvanized fences are characterized by a very smooth, uniform zinc coating. The galvanized coating is free of sprues and thickening, so galvanized products look very nice under the powder paint coating. Unfortunately, the zinc layer is thinner (even several times) than the coating obtained by hot-dip galvanizing, which makes the anti-corrosion protection obtained less durable. An additional disadvantage of this method is the so-called effect. Faraday cage, which causes under-galvanization of the product in hard-to-reach places (internal corners of the product). However, in combination with a well-made powder paint coating, galvanic galvanization provides adequate anti-corrosion protection, which is why it is a frequently used method in the production of fences.
We use hot-dip galvanizing primarily in the production of large steel structures. Galvanic galvanizing can be used to make decorative elements, fences, etc. The finishing surface is uniform, there is no need to make so many technological holes, which may not appeal to every customer. Price also has an impact, as hot-dip galvanizing is a more expensive method.
After applying the paint to the surface of gates, balustrades or fence spans, the polymerization stage takes place, i.e. heating at high temperatures (approx. 200°C). As a result of heating, the paint melts on metal surfaces. The paint coating obtained in this way, apart from its aesthetic value, protects steel elements manufactured by our company against corrosion, chemicals, high temperature and mechanical damage, as well as weather conditions.

Before powder coating gates, balustrades or steel fences installed outside buildings, it is recommended to apply a primer by hot-dip galvanizing or galvanizing, which additionally increases resistance to corrosion.
In the case of internal balustrades, powder coating after appropriate surface preparation is enough.





The offer is addressed to demanding customers who value original and extraordinary results
It attracts attention and will not let anyone pass by indifferently
Tempered glass with a thickness of 16 to 20 mm.
Finished with a stainless steel handle or without finishing the upper edge

The offer is addressed to demanding customers who value original and extraordinary results
It attracts attention and will not let anyone pass by indifferently
No visible glass mounting or mounting with a cover
Tempered glass with a thickness of 16 to 20 mm.
Finished with a stainless steel handle or without finishing the upper edge

A classic and proven style that perfectly matches most of the houses being built
Possibility of adapting to the property’s fence
Painting in any color according to the RAL palette
A very wide range of solutions and designs
Possibility of galvanizing, which will provide additional anti-corrosion protection!
Powder or spray painting

Low prices and quick delivery times
Possibility of matching to other steel elements
Painting in any color according to the RAL palette
Solid construction
Possibility of galvanizing, which will provide additional anti-corrosion protection!

Total freedom!
We will make any balustrade requested by our client (of course, from available materials :))
Guaranteed originality
