Cynkowanie ogniowe jest to nałożenie warstwy poprzez zanurzenie w płynnym cynku (450’C) elmentu metalowego. Warstwa cynku jest szczelną powłoką zapobiegającą utlenianiu się stali czyli jej korozji. Materiał przed cynkowaniem jest poddany obróbce chemicznej. Takie zabezpieczenie stali chroni ją przez okres kilkudziesięciu lat (książkowo nawet 40). Okres ten jest uzależniony od środowiska, w jakim się znajduje.
Cynkowanie zanurzeniowe profili zamkniętych wymaga wykonania otworów tzw. technologicznych umożliwiające przepłynięciu cynku przez wnętrze profili. W efekcie skutkuje to tzm, że materiał jest ocynkowany również wewnątrz.Jjest najlepszą przemysłową metodą zabezpiecznia antykorozyjnego.
Cechą cynku jest to, iż utlenia się i rokrocznie jego grubość maleje. Podczas zanurzenia w piecu (wannie) cynkowniczym następuje rozprężanie materiału i w wielu przypadkach powstają stałe odkształcenia materiału – deformacje. Widoczne jest to szczególnie na elementach długich, bądź blachach i drutach. Jednak najbardziej istotną zmianą jaką zachodzi podczas procesu cynkowania ogniowego istotną dla klienta jest utrata jakości powierzchni. Podczas wyciągania elementu z pieca cynkowniczego, gdzie gęstość roztopionego cynku jest 8-krotnie gęstsza od cieczy bardzo szybko zastyga tworząc zacieki i zlewy – nadając materiałowi strukturalną poweirzchnię. Ponadto do poweirzni materiału przyklejają się tzw. popioły, zamieczyszczając ją.
Jesteśmy w stanie wykonać dowolne ogrodzenie łączące wszystkie techniki z podstawowego programu produkcji. Wystarczy aby Klient dostarczył nam projekt, szkic lub zdjęcie, a na tej podstawie wykonamy wstępny projekt oraz wycenę. Nasz projektant w razie konieczności zoptymalizuje dla Państwa wzór tak aby zachować styl, a przy okazji aby nie był kosztowny w produkcji.
Elementy ogrodzeń malowane są farbami proszkowymi. Naładowane elektrostatycznie cząsteczki farby przywierają równomiernie do malowanego przedmiotu. Po naniesieniu farba jest utwardzona w piecu w temp ok. 200 °C . W malowaniu proszkowym nie występuje elekt zacieków.
Malowanie proszkowe bram przesuwnych i skrzydłowych, balustrad balkonowych, ogrodzeń stalowych lub innych elementów wykonanych ze stali przez polega na nakładaniu farby proszkowej na powłokę metalu. W malowaniu proszkowym stosuje się technikę natrysku elektrostatycznego lub elektrokinetycznego. Wcześniej powłoka przykładowo bramy przesuwnej jest odpowiednio przygotowywana przez operacje odtłuszczania, trawienia i fosforowania.
Po nałożeniu farby na powierzchnię bram, balustrad czy przęseł ogrodzeniowych następuje etap polimeryzacji, czyli wygrzewania w wysokich temperaturach (ok. 200°C). W rezultacie wygrzewania farba ulega stopieniu na powierzchniach metalowych. Powłoka lakiernicza uzyskana w ten sposób, poza walorami estetycznymi chroni elementy stalowe wyprodukowane przez naszą firmę przed korozją, chemikaliami, wysoką temperaturą i uszkodzeniami mechanicznymi, a także działaniem warunków atmosferycznych.
Przed malowaniem proszkowym bram, balustrad czy ogrodzeń stalowych montowanych na zewnątrz budynków zaleca się zastosowanie podładu przez ocynkowanie ogniowe lub galwaniczne, co dodatkowo zwiększa odporność na korozję.
Po wcześniejszym uzgodnieniu możemy przygotować kompleksowo ogrodzenie, czyli wykonać podmurówkę lub słupki betonowe. Nawet jeśli wykonanie nietypowych słupków przerośnie nasze możliwości poinformujemy o tym klienta i polecimy dobrego fachowca który to dla nas przygotuje.
Wszystkie wymiary prosimy podawać w „świetle” otworu czyli wymiar między słupkami –szerokość ogrodzenia lub bramy.
Odległość od gruntu, kostki lub podmurówki do górnej krawędzi słupka, lub dolnej krawędzi daszka jeśli występuje na słupku – wysokość ogrodzenia.
Tak – pod bramę przesuwną jest wymagany odpowiedni fundament. Brama przesuwna toczy się po dwóch wózkach łożyskowanych które są mocowane do stabilnego fundamentu. Jeśli występuje automatyka również jest mocowana do tego fundamentu. Fundament powinien być dobramy do wielkości oraz wagi bramy. Wymagane jest też zbrojenie, dlatego jeśli ktoś nie jest pewien w jaki sposób przygotować fundament powinien to zostawić firmie montującej bramę lub chociaż skonsultować.
W naszej ofercie znajdziecie Państwo aluminiowe rolety tradycyjne, rolety podtynkowe oraz rolety natynkowe. Nasze rolety zewnętrzne posiadają na bardzo szerokie możliwości montażu.
Rolety zewnętrzne podtynkowe
System stosowany jest w nowo wznoszonych budynkach, optymalizując rozwiązania budowlane. Skrzynka roletowa po otynkowaniu jest niewidoczna, a pozostałe elementy, czyli klapa rewizyjna i prowadnice mogą być dopasowane kolorystycznie do barwy stolarki okiennej.
Rolety zewnętrzne montowane na mur
Rolety produkowane są ze specjalnie wysokogatunkowego, wyprofilowanego aluminium. Są one częścią elewacji budynku, która chroni nas przed czynnikami zewnętrznymi, począwszy od atmosferycznych a skończywszy na ingerencji nieproszonych gości.
Rolety zewnętrzne nasadkowe – nakładane
Są to rolety zewnętrzne nakładane na stolarkę okienną PCV, ALU lub drewnianą. Doskonały sposób na dokonanie zintegrowanej zabudowy wnęki wraz z oknem.
Podstawowym kryterium jest waga bramy. Automat powinien posiadać odpowiedni zapas mocy tak aby swobodnie otwierał bramę i nie uległ uszkodzeniu pod wpływem eksploatacji. Oprócz wagi ważna jest też długość oraz konstrukcja bramy. Nasz przedstawiciel po krótkiej analizie zaproponuje odpowiednio dobrany automat lub kilka możliwości.
Głównce cechy na które należy zwrócić uwagę to: okres gwarancji, okresy przeglądów i ich koszt, konstrukcja mechanizmu, żywotność automatu, cena. Niekiedy autoamty mniej znanych producentów mają bardzo podobne parametry przy dużo niższej cenie. Jeśli natomiast interesuje nas bezwględna jakość, najlepsze materiały i sprawdzony dostęp do części serwisowych w przypadku awarii warto wybrać nieco droższe, ale bardzo popularne marki jak NICE lub FAAC.
Najlepiej przed wykonaniem elektryki zadzwonić do firmy montującej bramy i zapytać, aby nie popełnić błędu. Zależy to od kilku czynników: jaki domofon lub wideo domofon będzie zastosowany, czy brama jest przesuwna czy skrzydłowa, czy będzie sygnalizator i fotokomórki, dodatkowe oświetlenie?
W większości przypadków do podłączenia silnika należy doprowadzić kabel zasilający 3×1,5 mm2. Do podłączenia domofonu warto zadbać o to aby było jak najwięcej żył gdyż niektóre domofony posiadają bardzo dużo funkcji i wymagane jest sporo kabli. Najlepiej zastosować np. 12×1 mm2.
Należy pamiętać, aby zainwestować w kable przystosowane do położenia pod ziemią tak aby nie okazało się że za kilka lat trzeba rozbierać podjazd i wymieniać kable.
Spawanie metodą TIG (Tungsten Inert Gas) polega na wytwarzaniu łuku elektrycznego za pomocą nietopliwej elektrody wolframowej w osłonie gazu obojętnego.
Łuk spawalniczy występujący między nietopliwą elektrodą a materiałem spawanym topi powierzchnię materiału. W spawaniu TIG nie jest konieczne stosowanie materiału dodatkowego. Elementy spawane można łączyć przez przetopienie rowka spawalniczego. Jeżeli jednak stosowany jest materiał dodatkowy, jest on wprowadzany do jeziorka w sposób ręczny, a nie za pomocą uchwytu spawalniczego tak jak w metodzie MIG/MAG. Dlatego w spawaniu TIG, uchwyt spawalniczy posiada zupełnie inną konstrukcję niż uchwyt stosowany w metodzie MIG/MAG.
Metoda TIG umożliwia uzyskanie spoiny niezwykle czystej i wysokiej jakości. W procesie nie powstaje żużel, co eliminuje ryzyko zanieczyszczenia spoiny jego wtrąceniami a gotowa spoina praktycznie nie wymaga żadnego czyszczenia. Metoda TIG jest najczęściej stosowana do spawaniastali nierdzewnych i innych stali wysokostopowych oraz takich materiałów jak aluminium,miedź, tytan, nikiel i ich stopów. Spawanie TIG jest wykorzystywane między innymi do spawania rur i rurociągów oraz cienkich blach. Jest stosowane w różnych gałęziach przemysłu, m. in. spożywczym, chemicznym, samochodowym, lotnictwie.
Główne zalety metody TIG zastosowanej do stali nierdzewnych można podsumować w sposób następujący:
– skoncentrowane źródło ciepła powodujące powstanie wąskiej strefy stopienia,
– bardzo stabilny łuk i spokojne, niewielkie jeziorko spawalnicze; nie ma rozprysków i ponieważ nie ma potrzeby stosowania topnika w tej metodzie, wyeliminowane są pozostałości utleniania, co upraszcza znacznie problem końcowego czyszczenia,
– doskonała jakość metalurgiczna z dokładną kontrolą wtopienia i kształtu spoiny we wszystkich pozycjach spawania,
– dobre spoiny wolne od porów,
– bardzo małe zużycie elektrod
Prawo budowlane stawia określone wymagania co do konieczności stosowania balustrad i poręczy. Aktem prawnym obecnie obowiązującym w tym zakresie jest Rozporządzenie Ministra Infrastruktury z dnia 12 kwietnia 2002 r. w sprawie warunków technicznych jakim powinny odpowiadać budynki i ich usytuowanie.
Zgodnie z art. 296 schody zewnętrzne i wewnętrzne, służące do pokonania wysokości przekraczającej 0,5 m, powinny być zaopatrzone w balustrady lub inne zabezpieczenia od strony przestrzeni otwartej. Jeżeli chodzi o budynki mieszkalne jednorodzinne, zagrodowe i rekreacji indywidualnej warunek wcześniej wspomniany uważa się za spełniony również wówczas, gdy schody i pochylnie o wysokości do 1 m, nie mające balustrad, są obustronnie szersze w stosunku do drzwi lub innego przejścia, do którego prowadzą, co najmniej po 0,5 m.
Schody zewnętrzne i wewnętrzne, w budynkach użyteczności publicznej powinny mieć balustrady lub poręcze przyścienne, umożliwiające lewo- i prawostronne ich użytkowanie. Przy szerokości biegu schodów większej niż 4 m istnieje wymóg zastosowania dodatkowej balustrady pośredniej.
Ponadto według art. 298 balustrady przy schodach, pochylniach, balkonach i loggiach nie powinny posiadać elementów ostro zakończonych , a ich konstrukcja powinna zapewniać przeniesienie sił poziomych, określonych w Polskiej Normie dotyczącej podstawowych obciążeń technologicznych i montażowych. Wysokość i wypełnienie płaszczyzn pionowych powinny zapewniać skuteczną ochronę przed wypadnięciem osób. Szklane elementy balustrad powinny być wykonane ze szkła o podwyższonej wytrzymałości na uderzenia, tłukącego się na drobne, nieostre odłamki.
Rozporządzenie określa wymiary jakim powinny odpowiadać wysokość i prześwity lub otwory w wypełnieniu balustrad, tak jak w poniższej tabeli:
[wptb id=1375]
Jeżeli w budynku przewiduje się zbiorowe przebywanie dzieci bez stałego nadzoru, balustrady powinny mieć rozwiązania uniemożliwiające wspinanie się na nie oraz zsuwanie się po poręczy.
Przy balustradach lub ścianach przyległych do pochylni, które przeznaczone są dla ruchu osób niepełnosprawnych, istnieje wymóg stosowania obustronnych poręczy, umieszczonych na wysokości 0,75 i 0,9 m od płaszczyzny ruchu.
Poręcze przy schodach i pochylniach powinny być oddalone od ścian, do których są mocowane, co najmniej 0,05 m. Z kolei poręcze przy schodach zewnętrznych i pochylniach, przed ich początkiem i za końcem, należy przedłużyć o 0,3 m oraz zakończyć w sposób, który zapewni bezpieczne użytkowanie.
Balustrady oddzielające różne poziomy w halach sportowych, teatrach, kinach, a także w innych budynkach użyteczności publicznej powinny zapewniać bezpieczeństwo użytkowników także w przypadku paniki. Dopuszcza się obniżenie pionowej części balustrady do 0,7 m, pod warunkiem uzupełnienia jej górną częścią poziomą o szerokości dającej łącznie z częścią pionową wymiar co najmniej 1,2 m.
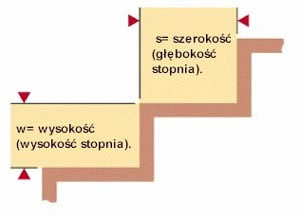
Dobrze zaprojektowane i wykonane schody muszą spełniać szereg warunków gwarantujących bezpieczeństwo oraz wygodę użytkowania.Wymiary stopni. Szerokość i wysokość stopni schodów powinny być dostosowane do przeciętnej długości kroku ludzkiego, która wynosi 60-65 cm.

Ustalono, że zmiana wysokości stopnia musi pociągać za sobą odpowiednią zmianę jego szerokości i że wzajemny związek między tymi wielkościami powinien wynosić : 2h + s = 60-65 cm w zależności tej : h – wysokość stopnia [ cm ], s – szerokość stopnia [ cm ].
Wysokość stopni h, zgodnie z przepisami budowlanymi, nie powinna przekraczać:
20 cm w schodach prowadzących na strych lub do piwnicy oraz przeznaczonych do okresowej obsługi urządzeń przemysłowych,
19 cm w domkach jednorodzinnych i mieszkaniach dwukondygancyjnych,
16 cm w budynkach użyteczności publicznej,
17,5 cm w pozostałych wypadkach.
Liczba stopni. W jednym biegu nie powinno być więcej niż 18 stopni, najczęściej ze względu na zmęczenie użytkowników, biegi mają po 9-12 stopni. W schodach wewnętrznych nie należy stosować biegów mających mniej niż 3 stopnie, gdyż łatwo się wtedy potknąć.
Nachylenie biegów. Stosunek wysokości do szerokości stopnia określa nachylenie biegu schodowego w stosunku do poziomu. Z podanego wyżej wzoru i zalecanych wysokości stopni wynika, że nachylenie biegów może wahać się w granicach od 18 do 320 , a w schodach strychowych, piwnicznych i przemysłowych może nawet wynosić 450. Najbardziej strome są schody drabiniaste od 60 do 65o i drabiny do 75o.

W typowym domu jednorodzinnym w celu połączenia dwóch kondygnacji o standardowej wysokości 260-270 cm, projektuje się najczęściej schody mające 12-15 stopni – wraz ze stopniem początkowym. Wysokość kondygnacji jest liczona od posadzki dolnej do górnej płaszczyzny stropu piętra. W domach jednorodzinnych i mieszkaniach dwupoziomowych minimalna szerokość użytkowa biegu powinna wynosić 0,7 m, zaś spocznika 0,8 m. Maksymalna wysokość stopnia to 20 cm. W schodach zabiegowych, szerokość stopni przy zewnętrznym policzku jest większa, przy wewnętrznym zaś mniejsza, natomiast na linii biegu, czyli po środku stopnia szerokość wszystkich stopni musi być jednakowa. Nachylenie biegu schodów wewnętrznych w domach jednorodzinnych przyjmuje wartośc średnią tj.:2h+s=0,63 m
Istnieją dwa typy szkła, chroniącego ludzi przed ryzykiem skaleczenia.
Wybór zależy od przewidywanego zastosowania.
Bezpieczne szkło hartowane zostało poddane obróbce termicznej, zwiększającej jego wytrzymałość mechaniczną. Takie szkło jest 5-krotnie bardziej wytrzymałe od zwykłego szkła niehartowanego. Szkło hartowane o grubości 8 mm jest odporne na uderzenie stalowej kuli o wadze 500 g, spadającej z wysokości 2 m. Dodatkowo szkło hartowane jest bardziej elastyczne od szkła niehartowanego. Eliminuje to ryzyko pęknięcia przy wystąpieniu naprężeń od nierównomiernie rozłożonej siły na mocowania punktowe w balustradzie oraz w przypadku szarpania lub uderzenia w balustradę.
W razie stłuczenia, szkło hartowane rozpada się na małe odłamki o tępych krawędziach. Dodatkowo dla balustrad stosuje się laminat, tak aby w razie stłuczenia odłamki pozostały przyklejone do folii PVB.
Bezpieczne szkło laminowane składa się z dwóch tafli szkła, połączonych jedną lub kilkoma warstwami specjalnej folii.
W przypadku uderzenia lub stłuczenia, odłamki szkła pozostają przyklejone do folii.
Zastosowanie szyby bezpiecznej przedstawia szereg korzyści.
Szkło hartowane. Ochrona przed ryzykiem obrażeń w przypadku pęknięcia szkła (np. drzwi, blat stołu, osłona kabiny prysznicowej itp.)
Szkło laminowane, połączone jedną warstwą folii: ochrona podstawowa. Ochrona przed ryzykiem skaleczeń w razie przypadkowego stłuczenia szkła (np. okno lub przeszklenie stałe) Szkło laminowane, połączone dwoma lub więcej warstwami folii: ochrona wzmocniona. Ochrona przed ryzykiem wypadnięcia (np. przez balustradę lub barierkę balkonową) lub wpadnięcia przedmiotu do wnętrza (np. przez szybę samochodową lub przeszklenie werandy).
Odłamki szkła pozostają przyklejone do folii, do czasu wymiany szyby na nową.
Czym i jak często czyści się stal nierdzewną? Czy można zrobić to samemu, czy też trzeba wynająć do tego odpowiednią firmę? Przeczytaj, co możesz zrobić, żeby twoja balustrada zawsze wyglądała jak nowa!
Pierwsze przebarwienia i pyły pojawiające się podczas eksploatacji materiału można spokojnie usuwać zwykłą szmatką, skórą zamszową czy też dla większych zabrudzeń nylonową gąbką – czyli materiałów zwykle stosowanych na co dzień w każdym gospodarstwie domowym.
Nie wolno używać stalowych poduszek do szorowania czy też szczotek drucianych – mogą pozostawać z nich na powierzchni osady ze stali węglowej co w konsekwencji doprowadzi do rdzewienia materiału. Lokalne przebarwienia powstałe z odcisków palców, kurzu czy też deszczu w bardzo łatwy i szybki sposób można usunąć. Jeżeli na elementach ze stali nierdzewnej pojawią się cząstki żelaza powstałych na przykład przy montażu – powinny być one usuwane natychmiast. Takie cząsteczki zaczną w końcu same w sobie rdzewieć, a co za tym idzie mogą zerwać samopasowującą się warstewkę chroniącą stal nierdzewną – co w konsekwencji doprowadzi do rdzewienia. Takie osady powinny być usuwane mechanicznie lub środkami do czyszczenia stali nierdzewnej.
Bardzo ważnym zagadnieniem jest zachowanie szczególnej ostrożności przy montażu – najlepiej elementy ze stali nierdzewnej montować na samym końcu.
Lokalne przebarwienia, odciski smarów – jeżeli są małe to do ich usunięcia wystarczy zwykła woda mydlana. Do większych zabrudzeń należy zastosować odpowiedni środek do czyszczenia i konserwacji.
Do czyszczenia można używać preparatów opartych na alkoholu – nie stanowią one zagrożenia dla własności antykorozyjnych stali nierdzewnej.
Do czyszczenia nie należy używać: środków zawierających chlorki oraz w żadnym wypadku środków do czyszczenia srebra.
Jeżeli na elemencie pojawiają się wżery, tutaj konieczne jest wytrawianie kwasem lub zastosowanie metod mechanicznych.
Częstotliwość czyszczenia elementów ze stali nierdzewnej to jest sprawa bardzo indywidulana – wszystko zależy od stopnia eksploatacji oraz stopnia zabrudzenia. Powinno się to odbywać w takich okresach czasu, aby jak najmniej doprowadzać do ryzyka rdzewienia elementów ze stali nierdzewnej. Zaleca się czyścić co 12 miesięcy przy niewielkim zanieczyszczeniu i co 6 miesięcy przy dużym.
Stal nierdzewna została wynaleziona prawie 100 lat temu, ale dopiero w ostatnich kilkunastu latach zaczęła być powszechnie stosowana w budownictwie i architekturze. Najpierw w latach osiemdziesiątych jej zalety docenili architekci najwyżej rozwiniętych państw, a w ostatnich kilku latach pojawiła się ona także w Polsce. Do niedawna prawie nie znana, dzisiaj nadaje nowoczesny charakter największym centrom biurowo-handlowym na świecie – La Defense w Paryżu, Canary Wharf w Londynie, Sony Center w Berlinie, Twin Towers w Kuala Lumpur czy Muzeum Guggenheima w Bilbao.

Stale nierdzewne są stopami żelaza zawierającymi co najmniej 11% chromu. Uzyskują one swoje właściwości antykorozyjne dzięki tworzeniu się powierzchniowej warstwy tlenków chromu. Warstwa ta jest niezwykle trwała i nawet w przypadku mechanicznego lub chemicznego uszkodzenia powierzchni stali, natychmiast odbudowuje się, dzięki czemu zachowane pozostają właściwości antykorozyjne materiału.
Stal nierdzewna jest materiałem wyjątkowo trwałym i praktycznym, a jednocześnie szlachetnym i eleganckim. Dzięki różnorodności gatunków i rodzajów powierzchni oraz szerokiej palecie produktów jest ona w stanie spełnić najbardziej wyszukane wymagania stawiane materiałom budowlanym i wykończeniowym przez architektów oraz dekoratorów wnętrz.
Trwałość elementów wykonanych ze stali nierdzewnej jest nieporównywalna z większością innych materiałów wykończeniowych. Ich wygląd nie zmienia się przez dziesiątki lat. Sprawdza się zarówno w warunkach wysokich, jak i niskich temperatur.

Stal nierdzewną stosuje się w budownictwie najczęściej jako materiał na balustrady, osłony kolumn i filarów, elementy daszków, profile okienne i drzwiowe, drzwi ppoż, elementy wyposażenia basenów, systemy mocowania fasad (kotwy), kabiny wind , itp.
Jest ona także bardzo atrakcyjnym rozwiązaniem jako element dekoracyjny wyposażenia restauracji, biur, hoteli, sklepów, pubów, dyskotek czy stacji metra. Coraz częściej wykonywane są z niej także meble biurowe i sklepowe. W połączeniu ze szkłem, drewnem lub kamieniem nadaje konstrukcji dostojność i elegancję.
Do Polski dotarła w ostatnich kilku latach moda na ten szlachetny i nowoczesny materiał. Jego zalety dojrzeli i docenili nie tylko architekci i inwestorzy instytucjonalni, wznoszący biurowce, centra handlowe i rozrywki. Coraz częściej także osoby prywatne wybierają produkty ze stali nierdzewnej do swoich mieszkań czy domów. W modzie jest posiadanie lodówki, kuchenki, okapu z obudową wykonaną ze stali szlachetnej, nie wspominając o garnkach i naczyniach stołowych. Wierzymy, że nie jest to tylko moda, lecz trwały trend związany z wcześniej przedstawionymi zaletami materiału, a stal nierdzewna będzie coraz powszechniej stosowanym materiałem, zastępując materiały gorszej jakości jak aluminium i stal węglowa.

Pozostałe dziedziny naszego życia gdzie powszechnie stosuje się stal nierdzewną to między innymi:
– przemysł spożywczy
– przemysł medyczny
– sprzęt AGD
– przemysł chemiczny
– przemysł celulozowy i papierniczy
– produkcja energii
– ochrona środowiska
– przemysł transportowy i samochodowy
Dobór stali nierdzewnych do zewnętrznych zastosowań architektonicznych
Stale nierdzewne do zastosowań architektonicznych są dobierane przede wszystkim pod względem ich odporności korozyjnej. Głównym czynnikiem, jaki decyduje o zastosowaniu gatunku jest umiejscowienie danej konstrukcji w określonym środowisku zewnętrznym, a następnie czynniki środowiskowe takie jak temperatura, wilgotność. Środowisko pracy można sklasyfikować wyróżniając obszary wiejskie, miejskie, przemysłowe oraz nadmorskie.
Podział środowisk
Jako środowisko wiejskie rozumie się obszary niezanieczyszczone, obszary położone w głębi kraju z dala od atmosfery przemysłowej lub jej oddziaływania.
Jako obszary miejskie określa się strefy mieszkalne, handlowe lub tereny lekko uprzemysłowione bez agresywnych zanieczyszczeń unoszących się w powietrzu, typowo występują zanieczyszczenia wynikające z ruchu drogowego (gazy spalinowe i stosowanie soli drogowej mogą powodować przyśpieszoną korozję).
Obszary przemysłowe zawierają unoszące się w powietrzu zanieczyszczenia takie jak dwutlenek siarki lub gazy emitowane przez zakłady chemiczne, które mogą tworzyć potencjalnie niebezpieczne kwaśne deszcze.
Obszary nadmorskie to tereny gdzie w atmosferze może występować rozpylona przez wiatr woda morska lub jej mgiełka. Zawiera ona chlorki, które także mogą się koncentrować w skroplinach lub osadzać na powierzchni przez odparowanie wilgoci zawartej w atmosferze. Wymagania dla obszarów nadmorskich stosuje się także w przypadku bezpośredniego kontaktu solą drogową.
Dobór gatunku stali nierdzewnej
W tablicy 1 przedstawiono wskazówki doboru podstawowych gatunków stali nierdzewnych. Na jej podstawie można stwierdzić, że do większości zewnętrznych zastosowań architektonicznych nadaje się gatunek (1.4301 / 304), a gatunek (1.4404 / 316L) powinien być stosowany w przypadku wyższych wymagań korozyjnych. Należy jednak w każdym przypadku przeanalizować dodatkowe czynniki takie jak: wykończenie powierzchni, projekt konstrukcji, zastosowane metody wytwarzania, dostępność i możliwość czyszczenia powierzchni, a także wymagane własności mechaniczne uwzględniane w projekcie konstrukcji.
Analizując warunki środowiskowe obecność opadów atmosferycznych można rozpatrywać, jako zaleta dopóki nie zawierają one zanieczyszczeń, które będą redukować odporność korozyjną stali. Podobnie jest w przypadku elementów wystawionych na oddziaływanie warunków atmosferycznych, które będą mieć możliwość naturalnej wentylacji powierzchni stali.
[wptb id=1379]
Na odporność korozyjną stali nierdzewnych w zewnętrznych zastosowaniach architektonicznych wpływa także typ wykończenia powierzchni. Generalnie im gładsza powierzchnia – o niższej chropowatości tym wyższa odporność korozyjna stali. Nie bez znaczenie jest też prawidłowy projekt konstrukcji. W szczególności należy unikać powstawania szczelin, które będą miejscem rozwoju korozji, Należy także zastosowań odpowiednie metody obróbki i łączenia, które nie spowodują zanieczyszczenia oraz uszkodzenia powierzchni stali. Stosować elementy złącze wykonane ze stali nierdzewnych. Zalecie się także okresowe czyszczenie powierzchni elementów ze stali nierdzewnej, a ich częstotliwość będzie zależna od lokalnych warunków danej konstrukcji. Jeżeli dla danej konstrukcji takie zabiegi okresowego czyszczenia są trudne do przeprowadzenia to zaleca się dobór gatunku o wyższej odporności korozyjnej.
Jak czyścić i konserwować stal nierdzewną?
Jaka częstotliwość czyszczenia stali nierdzewnej?
Częstotliwość czyszczenia elementów ze stali nierdzewnej to jest sprawa bardzo indywidulana – wszystko zależy od stopnia eksploatacji oraz stopnia zabrudzenia. Powinno się to odbywać w takich okresach czasu, aby jak najmniej doprowadzać do ryzyka rdzewienia elementów ze stali nierdzewnej. Zaleca się czyścić co 12 miesięcy przy niewielkim zanieczyszczeniu i co 6 miesięcy przy dużym.
Wybór odpowiedniego wykończenia powierzchni elementów ze stali nierdzewnej ze względu na odporność korozyjną jest równie ważny, co dobór samego gatunku stali.
Zasada ogólna jaką należy przyjmować – im gładsza powierzchnia, tym mniejsze ryzyko pojawienia się ognisk korozji. Dlatego najlepszą odpornością na czynniki zewnętrzne charakterysuje się wykończenie polerowane, często stosowane na basenach oraz w oczyszczalniach ścieków (gdzie środowisko jest bardzo agresywne)
Do zewnętrznych zastosowań architektonicznych często wybiera się matowe wykończenia powierzchni. Należy pamiętać, że mogą one wykazywać szeroki zakresie dostępnych chropowatości powierzchni w zależności od grubości użytego materiału ściernego przy ich produkcji.
Zaczynając od papierów najbardziej szorstkich, głównie spotykane wykończenie powierzchni to szlif:
P180, P240, P320, P400, P600, P1000, POLER
Do zastosowań wewnątrz budynków możemy używać całą gamę wykończeń powierzchni. Z uwagi na łatwe czyszczenie, brak odcisków palców oraz w przypadku pojawienia się zarysowań, możliwość usunięcia ich we własnym zakresie do zastosowań wewnętznych polecamy wykończenia satynowane (P240, P320).
Do zastosowań zewnętrznych z uwagi na lepszą odporność na warunki atmosferyczne polecamy szlify >P400 lub wykończenie polerowane.
 Kolejnym równie istotnym czynnikiem w zapewnieniu odpowiedniej odporności korozyjnej jest kierunek szlifowania elementów względem oddziaływań atmosferycznych, czyli opadów deszczu. Wykonując szlif w kierunku zgodnym z kierunkiem opadów ułatwiamy naturalne obmywanie powierzchni stali nierdzewnej przez deszcz.
Kolejnym równie istotnym czynnikiem w zapewnieniu odpowiedniej odporności korozyjnej jest kierunek szlifowania elementów względem oddziaływań atmosferycznych, czyli opadów deszczu. Wykonując szlif w kierunku zgodnym z kierunkiem opadów ułatwiamy naturalne obmywanie powierzchni stali nierdzewnej przez deszcz.
Zdarza się, że tak. Wrogiem stali nierdzewnej jest żelazo. Oto podstawowe zasady, które muszą być zachowane podczas kontaktu ze stalą, aby zachować jej „nierdzewność”:
nie wolno używać do obróbki stali nierdzewnej tych samych narzędzi, którymi obrabiana była stal czarna
unikać kontaktu stali czarnej ze stalą nierdzewną – szczególnie w transporcie, podczas magazynowania, przy montażu (elementy nierdzewne mocować przy użyciu śrub, nitów itp. wykonanych również ze stali nierdzewnej).
Do odbarwień stali może dojść również w przypadku, gdy:
zastosowany został nieodpowiedni garunek stali nierdzewnej do pracy w szczególnych warunkach, np. w zanieczyszczonym miejskim powietrzu, w roztworach soli itp.
na powierzchni pozostały resztki środków czyszczących zawierających chlor itp.
niewłaściwy jest projekt konstrukcji (szczeliny, kieszenie itp.).
Stal nierdzewna wymaga zatem szczególnej uwagi w doborze gatunku, obróbce czy przechowywaniu. Właściwie eksploatowana i konserwowana jest idealnym materiałem do różnych zastosowań i zapewnia wieloletnie bezawaryjne użytkowanie wykonanych z niej elementów.
Cynkowanie ogniowe odbywa się poprzez zanurzenie przygotowanego do tego procesu wyrobu w rozgrzany do temperatury ciekłej cynk. Wynikiem takiej kąpieli jest utworzenie grubej warstwy cynku zarówno z zewnątrz jak i wewnątrz wyrobu. Wyrób cynkowany ogniowo ma bardzo dobre zabezpieczenie antykorozyjne. Minusem tej technologii mogą być zgrubienia i nadlewy które wynikają z szybkiego chłodzenia i zastygania cynku na powierzchni wyrobu. Mogą być one widoczne pod warstwą farby. Wyroby do cynkowania ogniowego muszą mieć specjalne otwory technologiczne, przy czym mogą być one „ukryte” w niewidocznych na pierwszy rzut oka miejscach.
Ogrodzenia cynkowane galwanicznie charakteryzują się bardzo gładką jednolitą powłoką cynkową. Powłoka naniesiona w sposób galwaniczny pozbawiona jest nadlewów i zgrubień dzięki czemu wyroby ocynkowane galwanicznie wyglądają bardzo ładnie pod powłoką farby proszkowej. Warstwa cynku jest niestety cieńsza (nawet kilkukrotnie) niż powłoka uzyskana poprzez cynkowanie ogniowe przez co uzyskane zabezpieczenie antykorozyjne jest mniej trwałe. Dodatkowym minusem tej metody jest efekt tzw. klatki Faradaya, który powoduje niedocynkowanie wyrobu w miejscach trudnodostępnych (wewnętrzne zakamarki wyrobu). Jednak w połączenie z dobrze wykonaną powłoką farby proszkowej ocynk galwaniczny daje odpowiednie zabezpiecznie antykorozyjne przez co jest często stosowaną metodą w produkcji ogrodzeń.
Cynkowanie ogniowe stosujemy przede wszystkim przy produkcji dużych konstrukcji stalowych. Przy wykonywaniu elementów dekoracyjnych, ogrodzeń itd. można stosować cynkowanie galwaniczne. Powierzchnia wykończenia jest jednolita, nie trzeba wykonywać tylu otworów technoligicznych, co nie każdemu klientowi może przypaść do gustu. Wpływ ma także cena, ponieważ cynkowanie ogniowe jest metodą droższą.
Po nałożeniu farby na powierzchnię bram, balustrad czy przęseł ogrodzeniowych następuje etap polimeryzacji, czyli wygrzewania w wysokich temperaturach (ok. 200°C). W rezultacie wygrzewania farba ulega stopieniu na powierzchniach metalowych. Powłoka lakiernicza uzyskana w ten sposób, poza walorami estetycznymi chroni elementy stalowe wyprodukowane przez naszą firmę przed korozją, chemikaliami, wysoką temperaturą i uszkodzeniami mechanicznymi, a także działaniem warunków atmosferycznych.

Przed malowaniem proszkowym bram, balustrad czy ogrodzeń stalowych montowanych na zewnątrz budynków zaleca się zastosowanie podładu przez ocynkowanie ogniowe lub galwaniczne, co dodatkowo zwiększa odporność na korozję.
W przypadku balustrad wewnętrznych wystarczy samo malowanie proszkowe po odpowiednim przygotowaniu powierzchni.





Oferta skierowana do wymagającyh klientów ceniących oryginalny i nieprzeciętny efekt
Przykuwa uwagę i nie pozwoli przejść obojętnie żadnej osobie
Szkło hartowane o grubości od 16 do 20mm.
Wykończone pochwytem ze stali nierdzewnej lub bez wykończenia górnej krawędzi

Oferta skierowana do wymagającyh klientów ceniących oryginalny i nieprzeciętny efekt
Przykuwa uwagę i nie pozwoli przejść obojętnie żadnej osobie
Brak widocznego mocowania szkła, lub mocowanie z maskownicą
Szkło hartowane o grubości od 16 do 20mm.
Wykończone pochwytem ze stali nierdzewnej lub bez wykończenia górnej krawędzi

Klasyczny i sprawdzony styl doskonale pasujący do większości budowanych domów
Możliwość dopasowania do ogrodzenia posesji
Malowanie na dowolny kolor według palety RAL
Bardzo bogata gama rozwiązań i wzorów
Możliwość ocynkowania co zapewni dodaktową ochronę antykorozyjną !
Malowanie proszkowe lub natryskowe

Niskie ceny i szybkie terminy realizacji
Możliwość dopasowania do innych elementów stalowych
Malowanie na dowolny kolor według palety RAL
Solidna konstrukcja
Możliwość ocynkowania co zapewni dodatkową ochronę antykorozyjną !

Całkowita dowolność !
Wykonamy każdą balustradę którą zażyczy sobie nasz klient (oczywiście z dostępnych materiałów 🙂 )
Gwarancja oryginalności
